ماستر مثبطات اللهب: ما هو، وكيف يعمل، وكيفية اختيار النوع المناسب لتطبيقك
2026-04-01
محتوى
- 1 ما هو مثبطات اللهب Masterbatch في الواقع ولماذا يستخدمها المصنعون
- 2 كيف يعمل ماستر مثبطات اللهب في مصفوفة البوليمر
- 3 الأنواع الرئيسية لمثبطات اللهب ماستر حسب الكيمياء
- 4 الصناعات والتطبيقات الرئيسية التي تستخدم مثبطات اللهب
- 5 المواصفات المهمة التي يجب تقييمها عند اختيار مثبطات اللهب الرئيسية
- 6 فهم نسب التخفيض وكيفية حساب مستوى الإضافة الصحيح
- 7 مشكلات المعالجة الشائعة مع مثبطات اللهب Masterbatch وكيفية حلها
- 8 ماستر مثبطات اللهب مقابل التركيب المباشر: عندما يكون كل نهج أكثر منطقية
ما هو مثبطات اللهب Masterbatch في الواقع ولماذا يستخدمها المصنعون
إن الصبغة الرئيسية المثبطة للهب عبارة عن خليط مركّز من إضافات مثبطات اللهب — وغالبًا ما تكون إضافات مشتركة مثل المواد المؤازرة، والمثبتات، ومساعدات المعالجة — مشتتة مسبقًا عند مستويات تحميل عالية في راتينج حامل متوافق مع نظام البوليمر المستهدف. يتم توفيره ككريات أو حبيبات صلبة يمكن مزجها مباشرة في البوليمر الأساسي أثناء عمليات المعالجة القياسية مثل القولبة بالحقن، أو البثق، أو القولبة بالنفخ، دون مطالبة الشركة المصنعة بالتعامل مع مساحيق مثبطات اللهب الخام بشكل منفصل. يعمل تنسيق الأصبغة الرئيسية بشكل أساسي على حل تحدي التشتت بشكل مسبق: العمل الصعب والمتطلب تقنيًا للتوزيع الموحد لأنظمة مثبطات اللهب عالية التحميل في مصفوفة بوليمر يتم إجراؤه في مرحلة تصنيع الأصبغة الرئيسية، لذلك يقوم المعالج النهائي ببساطة بقياس النسبة الصحيحة من كريات الأصبغة الرئيسية في تغذية البوليمر الخاصة بها ويحقق تثبيط لهب متسق ومتجانس في الجزء النهائي.
يرجع السبب وراء كون الأصبغة الرئيسية هي صيغة التسليم المفضلة لمثبطات اللهب في العديد من عمليات معالجة البوليمر إلى مجموعة من مزايا التصنيع العملية. إن التعامل مع المساحيق الخام المقاومة للهب - وكثير منها ناعم ومغبر ومن المحتمل أن يكون خطيرًا - في بيئة الإنتاج يخلق مخاطر تتعلق بالصحة والسلامة والتلوث، وهو ما يزيله تنسيق الأصبغة الرئيسية تمامًا. إن الجرعات الدقيقة للكميات الصغيرة من المضافات المسحوقية تمثل تحديًا تقنيًا وعرضة للتغيير؛ إن جرعات الكريات الموزونة مسبقًا من خلال وحدة التغذية الوزنية أو الحجمية القياسية هي أكثر قابلية للتكرار. بالنسبة للمعالجات التي تستخدم درجات أو ألوان بوليمر متعددة من خلال نفس المعدات، تعمل الأصبغة الرئيسية أيضًا على تبسيط عمليات التبديل وتقليل مخاطر التلوث المتبادل بين الدُفعات. بشكل جماعي، تجعل هذه المزايا الأصبغة الرئيسية المثبطة للهب طريقًا أكثر عملية واتساقًا وفعالية من حيث التكلفة لمنتجات البوليمر المتوافقة مع الحرائق مقارنة بتركيب المسحوق المباشر لمجموعة واسعة من عمليات التصنيع.
كيف يعمل ماستر مثبطات اللهب في مصفوفة البوليمر
وظيفة الحماية من الحرائق لـ أ ماستر مثبطات اللهب لا يتم تسليمه عن طريق الراتنج الحامل ولكن عن طريق الكيمياء النشطة المثبطة للهب التي يحتوي عليها. عندما تتعرض مادة البوليمر النهائية لمصدر حرارة أو لهب، فإن مركبات مثبطات اللهب المنتشرة في جميع أنحاء المادة تستجيب من خلال واحدة أو أكثر من الآليات الفيزيائية والكيميائية التي تقطع دورة الاحتراق. يوضح فهم هذه الآليات سبب ملاءمة تركيبات الأصبغة الرئيسية المثبطة للهب المختلفة لأنظمة البوليمر المختلفة ومتطلبات اختبار الحريق.
يعد تثبيط الطور الغازي أحد الآليات الأساسية التي تستخدمها أنظمة مثبطات اللهب المهلجنة: حيث تعترض أنواع جذور الهالوجين المنطلقة أثناء التحلل الحراري جذور الهيدروكسيل والهيدروجين شديدة التفاعل التي تحافظ على تفاعل سلسلة اللهب، مما يؤدي بشكل فعال إلى تجويع لهب المواد الوسيطة التفاعلية التي يحتاجها للانتشار. يعد تعزيز الفحم في الطور المكثف أمرًا أساسيًا في الأنظمة القائمة على الفوسفور، حيث تعمل أنواع حمض الفوسفوريك المتولدة أثناء التحلل الحراري على تحفيز تجفيف البوليمر لتشكيل طبقة فحم كربونية مستقرة وغير منفذة للأكسجين على سطح المادة، مما يمنع انتقال الحرارة إلى الركيزة غير المحترقة ويمنع إطلاق منتجات الانحلال الحراري القابلة للاحتراق. يتميز التحلل الماص للحرارة بمثبطات اللهب ذات الأساس المعدني مثل ثلاثي هيدروكسيد الألومنيوم وهيدروكسيد المغنيسيوم، والتي تمتص طاقة حرارية كبيرة لأنها تطلق بخار الماء عند درجات حرارة تحللها، مما يؤدي إلى تبريد سطح المادة وتخفيف الغازات القابلة للاحتراق في وقت واحد. تجمع الأنظمة المنتفخة بين مصدر الحمض ومصدر الكربون ومكونات عامل النفخ لتوليد رغوة شار متعددة الخلايا متوسعة تحت التعرض للحرارة، مما يخلق حاجزًا عازلًا سميكًا يحمي المادة الأساسية. تستخدم العديد من تركيبات الأصبغة الرئيسية المقاومة للهب اثنتين أو أكثر من هذه الآليات في تركيبة تآزرية لتحقيق أقصى قدر من كفاءة الأداء عند التحميل الإضافي العملي.
الأنواع الرئيسية لمثبطات اللهب ماستر حسب الكيمياء
يتم إنتاج الأصبغة الرئيسية المقاومة للهب عبر العديد من العائلات الكيميائية المتميزة، ولكل منها خصائص أداء مختلفة، وخصائص توافق البوليمر، والحالة التنظيمية، وهياكل التكلفة. يعد اختيار نوع الكيمياء المناسب هو القرار الأكثر أهمية في أي عملية مواصفات لمثبطات اللهب.
مثبطات اللهب المبرومة
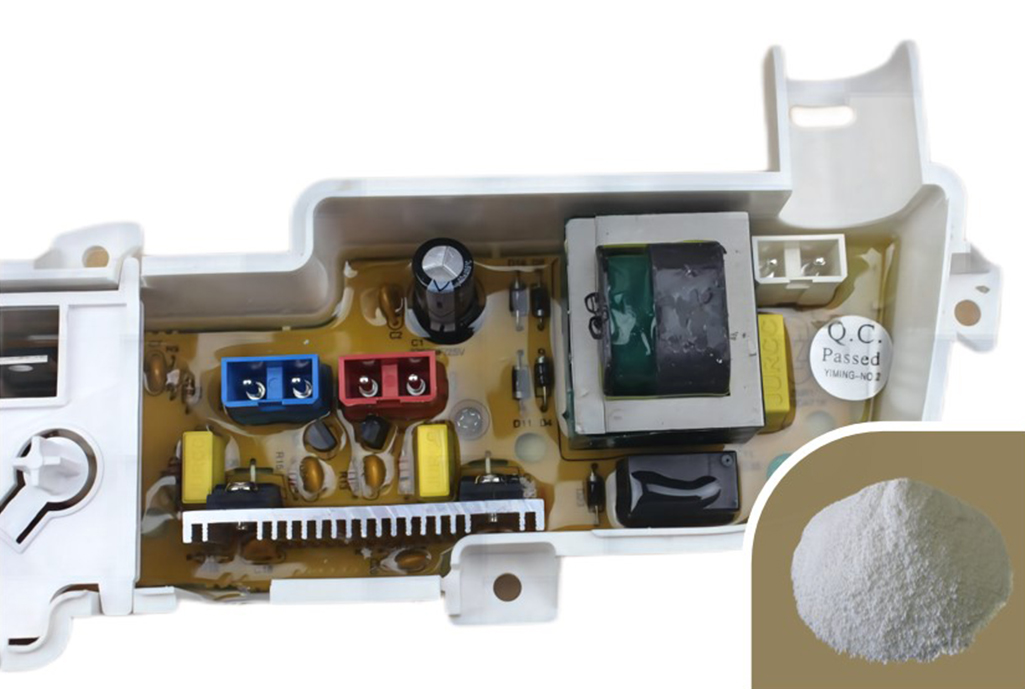
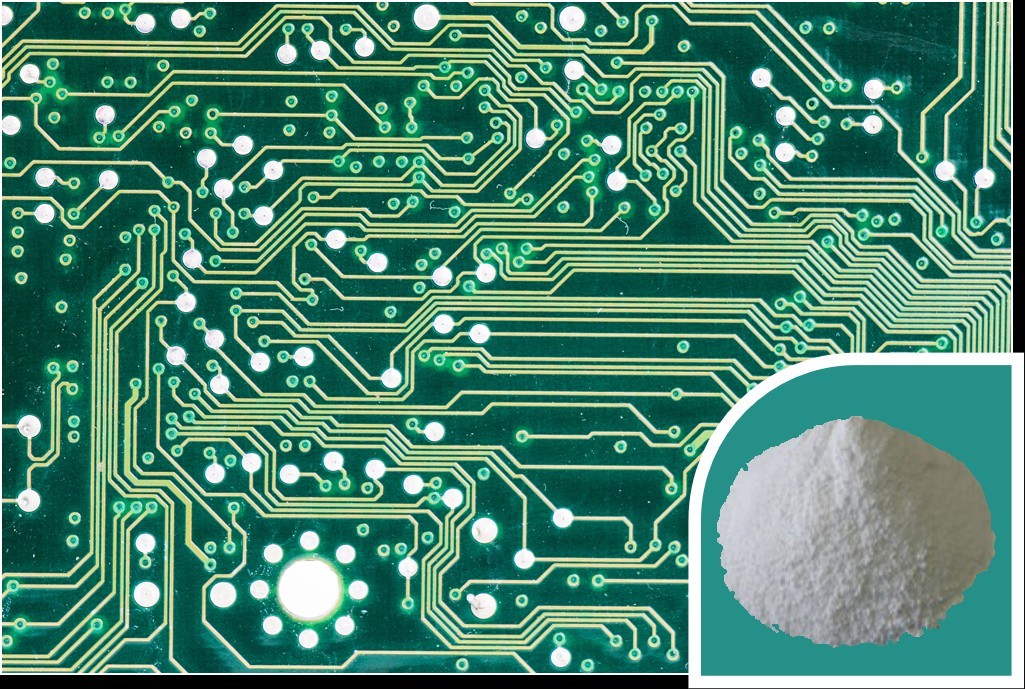
تعد الأصبغة الرئيسية المقاومة للهب المبرومة من بين أكثر الأصبغة المتوفرة تجاريًا كفاءة، حيث تحقق تصنيفات UL 94 V-0 في أنظمة البوليمر الهندسية ذات الأحمال المضافة المنخفضة نسبيًا - عادةً 5-15% من وزن المركب النهائي اعتمادًا على البوليمر والمركب المبروم المحدد المستخدم. يتم استخدامها على نطاق واسع في أغلفة الإلكترونيات ومكونات الموصلات وركائز لوحات الدوائر المطبوعة المصنوعة من ABS وHIPS وخليط البولي كربونات وراتنجات الإيبوكسي. إن كفاءة مثبطات اللهب العالية للأنظمة المبرومة تجعلها جذابة عندما يكون تقليل التأثير على الخواص الميكانيكية للبوليمر أمرًا بالغ الأهمية. ومع ذلك، فإن البيئة التنظيمية لمثبطات اللهب المبرومة مستمرة في التشديد - فالعديد من مركبات إيثر ثنائي الفينيل متعدد البروم (PBDE) محظورة بموجب حظر المواد الخطرة (RoHS) واتفاقية ستوكهولم، كما أن الاتجاه في أسواق الإلكترونيات والسيارات والبناء يتجه بقوة نحو البدائل الخالية من الهالوجين. يجب على المعالجات التي تستخدم مثبطات اللهب المبرومة التحقق من أن المركب المبروم المحدد في التركيبة يتوافق مع جميع اللوائح المعمول بها في الأسواق المستهدفة ومراقبة المشهد التنظيمي المتطور عن كثب.
مثبطات اللهب المعتمدة على الفوسفور
تمثل الأصبغة المقاومة للهب القائمة على الفوسفور الجزء الأكثر ديناميكية تجاريًا في سوق الأصبغة المقاومة للهب الخالية من الهالوجين. وهي تشمل مجموعة متنوعة كيميائيًا من المركبات بما في ذلك الفوسفات العضوي، والفوسفونات، والفوسفينات، والفوسفور الأحمر، وكل منها يناسب أنظمة بوليمر مختلفة ومتطلبات أداء الحرائق. أصبحت الأصبغة المصنوعة من ثنائي إيثيل فوسفينات الألومنيوم ذات أهمية خاصة في مركبات البولي أميد المقوى بالألياف الزجاجية (PA6، PA66) والبوليستر (PBT، PET) للموصلات الكهربائية والإلكترونية وتطبيقات الإسكان، حيث توفر أداء UL 94 V-0 عند التحميلات التي تبلغ حوالي 15-25٪ مع تأثير متواضع نسبيًا على الخواص الميكانيكية والكهربائية للراتنج الأساسي. توفر خلطة الفوسفور الأحمر كفاءة عالية جدًا في تثبيط اللهب عند التحميلات المنخفضة في مادة البولي أميد واللدائن المرنة بالحرارة ولكنها تقتصر على التطبيقات ذات الألوان الداكنة بسبب لونها الأحمر المتأصل. تُستخدم أصبغة إستر الفوسفات العضوي على نطاق واسع كمثبطات لهب تفاعلية أو مضافة في رغاوي البولي يوريثان، وأنظمة الإيبوكسي، ومركبات البولي كربونات. إن الحالة الخالية من الهالوجين للأصبغة المعتمدة على الفوسفور تجعلها الخيار الأساسي للتطبيقات المتوافقة مع RoHS والمتوافقة مع REACH عبر منتجات الإلكترونيات والسيارات والبناء.
ماستر مثبطات اللهب ذات أساس معدني
تعتبر الأصبغة المعدنية المقاومة للهب والتي تعتمد على ثلاثي هيدروكسيد الألومنيوم (ATH) وهيدروكسيد المغنيسيوم (MDH) بمثابة العمود الفقري لصناعة عزل الكابلات والأسلاك منخفضة الدخان الخالية من الهالوجين (LSZH). يتم استخدام الأصبغة الرئيسية ATH في EVA وPE وأنظمة البولي أوليفين الأخرى التي تتم معالجتها تحت 200 درجة مئوية، في حين تعمل الأصبغة الرئيسية MDH على توسيع نافذة التطبيق لتشمل البوليمرات التي تتم معالجتها فوق 200 درجة مئوية، بما في ذلك مركبات البولي بروبيلين والبولي إيثيلين لتطبيقات غلاف الكابلات الصعبة. تنتج آلية التحلل الماصة للحرارة لهذه المعادن بخار الماء بدلاً من الغازات السامة أثناء الاحتراق، مما يوفر كثافة دخان منخفضة وتطور غاز الهاليد بالقرب من الصفر والتي تعد متطلبات إلزامية في معايير كابلات LSZH مثل IEC 61034 وIEC 60754. القيد الأساسي للأصبغة الرئيسية القائمة على المعادن هو أن أحمال الحشو العالية المطلوبة - عادةً 40-65٪ من العنصر النشط في المركب النهائي - تتطلب كمية عالية جدًا من الأصبغة الرئيسية. نسب التخفيض أو التركيب المباشر لتركيبات الأصبغة عالية التحميل، والمحتوى المعدني العالي يؤثر بشكل كبير على مرونة المركب والقوة الميكانيكية، مما يتطلب تحسين صياغة دقيق لتحقيق توازن مقبول في الخصائص.
منتفخ لهب ماستر
تجمع الأصبغة الرئيسية المقاومة للهب المنتفخة بين المكونات الوظيفية الثلاثة لنظام منتفخ - عادة بولي فوسفات الأمونيوم كمصدر للحمض، والبوليول أو العمود الفقري للبوليمر كمصدر للكربون، والميلامين أو اليوريا كعامل نفخ - في شكل أصبغة رئيسية مشتتة مسبقًا لدمجها بسهولة في مركبات البولي أوليفين، والطلاءات، وتطبيقات الكابلات. وهي ذات قيمة خاصة في تطبيقات البناء والتشييد، بما في ذلك مركبات حوامل الكابلات، وعزل الأنابيب، والمواد المانعة للتسرب المنتفخة، حيث توفر آلية الحاجز الواقي التي تشكل الفحم حماية هيكلية فعالة في ظل ظروف الحريق. تُستخدم درجات بولي فوسفات الأمونيوم المغلفة بشكل شائع في الأصبغة المنتفخة لتحسين مقاومة الرطوبة، وهو ما يمثل مصدر قلق رئيسي للمتانة في التطبيقات التي يُتوقع فيها التعرض للرطوبة العالية أو الهواء الطلق على المدى الطويل. يمكن لأنظمة الأصبغة الرئيسية المنتفخة أن تحقق UL 94 V-0 في مادة البولي بروبيلين بأحمال إجمالية للنظام تبلغ 20-35%، مما يوفر توازنًا ملائمًا للخصائص مقارنة بالبدائل القائمة على المعادن عند مستويات أداء مقاومة للحريق مكافئة.
مثبطات اللهب المعتمدة على النيتروجين
تُستخدم الأصبغة الرئيسية المقاومة للهب ذات الأساس النيتروجيني، والتي تعتمد أساسًا على الميلامين ومركبات مشتقة من الميلامين مثل سيانورات الميلامين وبولي فوسفات الميلامين، على نطاق واسع في أنظمة البولي أميد، وبالاشتراك مع مركبات الفوسفور، في نطاق واسع من التطبيقات الخالية من الهالوجين. يعد خليط سيانورات الميلامين حلاً فعالاً من حيث التكلفة بشكل خاص لتحقيق UL 94 V-0 في PA6 وPA66 غير المعبأة عند تحميلات تتراوح من 15 إلى 20٪، مما يجعلها واحدة من أكثر طرق مثبطات اللهب الخالية من الهالوجين اقتصادًا لمكونات البولياميد. إن تآزر النيتروجين والفوسفور في الأصبغة الرئيسية القائمة على الميلامين متعدد الفوسفات يجعلها فعالة في أنظمة البولي يوريثان والبولي أوليفين والبوليمر المقوى بالألياف الزجاجية، حيث توفر آليات تخفيف الطور الغازي وآليات شار الطور المكثف أداءً أفضل من النيتروجين أو الفوسفور وحدهما عند مستويات تحميل قابلة للمقارنة.

الصناعات والتطبيقات الرئيسية التي تستخدم مثبطات اللهب
يتم استخدام الأصبغة الرئيسية المقاومة للهب عبر مجموعة واسعة من الصناعات وفئات المنتجات حيثما يجب أن تستوفي مواد البوليمر معايير الأداء المحددة لمكافحة الحرائق. تمثل القطاعات التالية مجالات التطبيق الأكثر أهمية والأكثر تطلبًا من الناحية الفنية.
- المكونات الكهربائية والإلكترونية: تتطلب الموصلات ومبيتات قواطع الدائرة وأنظمة إدارة الكابلات ومكونات تروس التبديل ومرفقات الأجهزة جميعها مواد حاصلة على تصنيف UL 94. تعتبر الأصبغة الرئيسية المثبطة للهب للراتنجات الهندسية مثل PA وPBT وPET وPC/ABS فئة منتجات أساسية في سلسلة توريد الإلكترونيات، حيث تهيمن أنظمة الفوسفات والبروم اعتمادًا على متطلبات الامتثال الخالية من الهالوجين في السوق النهائية.
- عزل وتغليف الأسلاك والكابلات: تعد مركبات الكابلات LSZH لتطبيقات السكك الحديدية والبحرية والأنفاق والمطارات والمباني التجارية أكبر تطبيق من حيث الحجم للأصبغة الرئيسية المقاومة للهب ذات الأساس المعدني على مستوى العالم. إن الجمع بين متطلبات القابلية للاشتعال IEC وكثافة الدخان وانبعاث غاز الهاليد في هذه التطبيقات يجعل ATH وMDH Masterbatch هو الحل السائد، مكملاً بإضافات مشتركة تآزرية لتحسين الخواص الميكانيكية عند الأحمال المعدنية العالية المطلوبة.
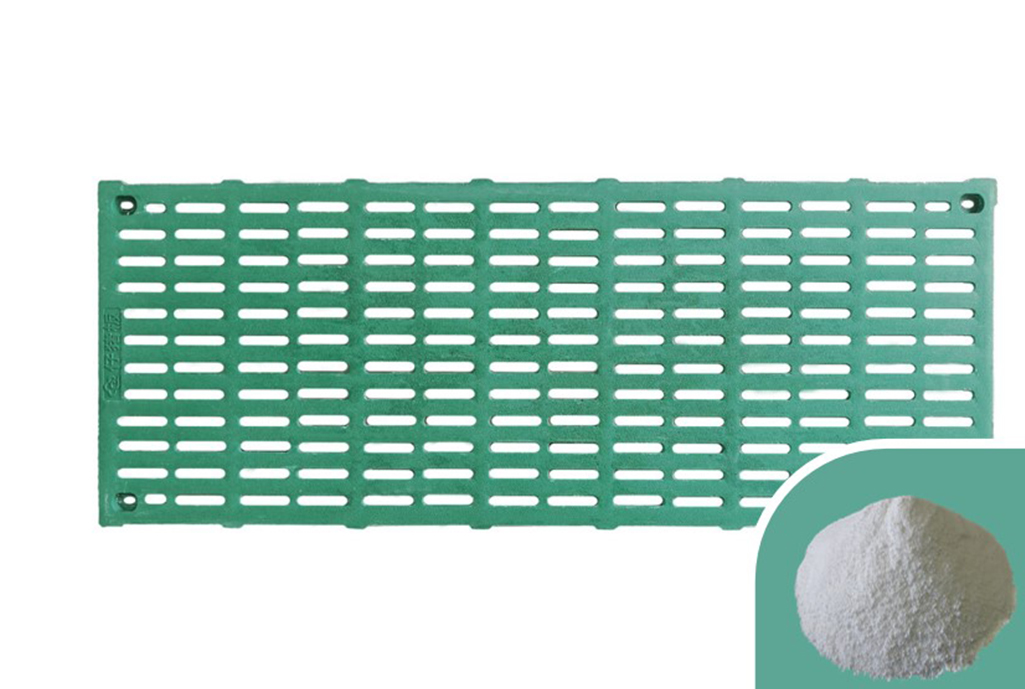
- منتجات البناء والتشييد: تستخدم عزل الأنابيب، وألواح العزل الرغوية الصلبة والمرنة، وقنوات الكابلات، وأغشية الأسقف، ومواد ألواح الجدران المنتجة من البولي أوليفينات، والـ PVC، والبولي يوريثين الأصبغة المقاومة للهب لتلبية متطلبات كود البناء بما في ذلك تصنيف الحرائق من فئة Euroclass، وASTM E84، ولوائح منتجات البناء الوطنية.
- السيارات والنقل: تستخدم مكونات الديكور الداخلي، والمكونات الكهربائية الموجودة أسفل غطاء المحرك، ورغوة المقاعد، ومواد أحزمة الكابلات في سيارات الركاب، والمركبات التجارية، والمركبات الكهربائية بشكل متزايد مواد مثبطة للهب خالية من الهالوجين للوفاء بمعايير FMVSS 302 وما يعادلها، بالإضافة إلى متطلبات أداء الحرائق الخاصة بمصنعي المعدات الأصلية والتي تتجاوز في كثير من الحالات الحد الأدنى من العتبات التنظيمية.
- المنسوجات والمنسوجات: يتم استخدام الأصبغة المقاومة للهب لغزل ألياف البولي بروبيلين والبوليستر في إنتاج الأقمشة غير المنسوجة المقاومة للحريق للأثاث، وأغطية المراتب، وبطانات ملابس العمل الواقية، والمنسوجات التقنية. تتطلب تركيبات الأصبغة الرئيسية المصنوعة من الألياف تشتيتًا دقيقًا وموحدًا بشكل استثنائي لمثبطات اللهب لتجنب تكسر الألياف أثناء الدوران وللحفاظ على أداء موحد ضد الحرائق عبر هيكل القماش.
- الأفلام الزراعية والتغليف: تستخدم أفلام الدفيئة وأغشية المهاد الزراعية وبعض تطبيقات التعبئة والتغليف المتخصصة الأصبغة المثبطة للهب حيث يكون خطر انتشار الحرائق مصدر قلق، خاصة في الهياكل النامية المغلقة حيث يمكن لأفلام البولي إيثيلين أن تنشر النار بسرعة في ظل ظروف معينة.
المواصفات المهمة التي يجب تقييمها عند اختيار مثبطات اللهب الرئيسية
مع وجود مجموعة واسعة من منتجات الأصبغة الرئيسية المقاومة للهب المتوفرة من موردين متعددين، يعد التقييم المنظم للمواصفات الفنية الرئيسية أمرًا ضروريًا لضمان أن الأصبغة الرئيسية التي تحددها ستوفر بالفعل الأداء المطلوب ضد الحرائق، وتعالج بسلاسة في معداتك، وتحافظ على الخصائص الميكانيكية والجمالية لمنتجك النهائي.
| معلمة المواصفات | ما الذي تبحث عنه | لماذا يهم؟ |
| التوافق مع الراتنج الناقل | يجب أن يكون الناقل من نفس عائلة البوليمر الأساسي الخاص بك أو متوافقًا معه تمامًا | يتسبب الراتينج الحامل غير المتوافق في سوء التشتت والتصفيح وفقدان الخصائص الميكانيكية |
| محتوى FR النشط (%) | قم بتأكيد مستوى التحميل المطلوب في المركب النهائي لتمرير المعيار المستهدف | تحديد نسبة التخفيض والتكلفة لكل كجم من المركب المعالج |
| الاستقرار الحراري | يجب أن يكون FR مستقرًا خلال نطاق درجة حرارة المعالجة الكامل | يؤدي التحلل المبكر إلى حدوث عيوب في المعالجة، وتلوث المعدات، وفقدان أداء FR |
| MFI / توافق تدفق الذوبان | يجب أن يكون Masterbatch MFI قريبًا من راتنج MFI الأساسي أو أعلى منه بقليل | يؤدي عدم التطابق الكبير لمؤسسات التمويل الأصغر إلى عدم تناسق التوزيع والمعالجة |
| الامتثال خالية من الهالوجين | اطلب بيانات اختبار IEC 60754 أو إعلان المورد لمحتوى الهالوجين | ضروري للتحقق من توافق كابلات RoHS وREACH وLSZH |
| بيانات أداء اختبار الحريق | اطلب UL 94 أو LOI أو المسعر المخروطي أو نتائج اختبار الكابلات القياسية عند التحميل المستهدف | يؤكد أن الأصبغة الرئيسية يمكنها بالفعل تحقيق التصنيف المطلوب في البوليمر الخاص بك |
| التأثير على الخواص الميكانيكية | اطلب بيانات الشد والتأثير والاستطالة بنسبة التخفيض الموصى بها | يمكن أن تؤدي الأحمال العالية FR إلى تقليل الاستطالة وقوة التأثير والمرونة بشكل كبير |
| اللون والجماليات | تحقق من لون الصبغة الرئيسية وما إذا كانت تحد من ألوان الجزء النهائي التي يمكن تحقيقها | يحد الفسفور الأحمر وبعض الأنظمة المعدنية من إمكانية تحقيق لوحة ألوان للأجزاء النهائية |
فهم نسب التخفيض وكيفية حساب مستوى الإضافة الصحيح
نسبة التخفيض هي نسبة مثبطات اللهب الرئيسية المضافة إلى البوليمر الأساسي لتحقيق تركيز مثبطات اللهب المطلوب في المركب النهائي. يعد إجراء هذا الحساب بشكل صحيح أمرًا أساسيًا لتحقيق أداء ثابت ضد الحرائق وتجنب الجرعات المنخفضة - التي لا تلبي معيار مكافحة الحرائق - والجرعات الزائدة، التي تهدر المواد، وتزيد التكلفة، وتؤدي إلى تدهور الخواص الميكانيكية دون داع.
يبدأ الحساب من التحميل المطلوب لمثبطات اللهب النشطة في المركب النهائي، والذي يتم تحديده بواسطة نظام البوليمر المحدد وتصنيف اختبار الحريق المستهدف. على سبيل المثال، إذا كان مركب البولي بروبيلين يتطلب 30% بالوزن من ATH لتحقيق الأداء المطلوب لحرائق الكابلات، وكانت الأصبغة الرئيسية ATH تحتوي على 70% ATH نشط في حامل البولي أوليفين، يتم حساب نسبة التخفيض على النحو التالي: تحميل FR المطلوب في المركب (30%) مقسومًا على المحتوى النشط في الأصبغة الرئيسية (70%) = 42.9% معدل إضافة الأصبغة الرئيسية، مما يعني حوالي 43 جزءًا من الأصبغة الرئيسية لكل 57 جزءًا من مادة البولي بروبيلين الأساسية. إذا كان نفس المركب يستخدم خليطًا رئيسيًا أكثر تركيزًا بنسبة 80% من محتوى ATH، ينخفض معدل إضافة الخليط الرئيسي إلى 37.5%، مما يقلل من تأثير تخفيف الراتنج الحامل على خصائص المركب النهائية.
من الناحية العملية، فإن نسبة التخفيض الموصى بها من قبل مورد الأصبغة الرئيسية هي نقطة البداية، ولكن يجب التحقق من صحتها دائمًا عن طريق إنتاج مركبات تجريبية بمعدل الإضافة الموصى به واختبارها مقابل معيار الحريق الفعلي بدلاً من الاعتماد فقط على بيانات المورد الناتجة في درجة بوليمر مختلفة أو ظروف معالجة. يمكن أن تؤثر الاختلافات الصغيرة في درجة الراتنج الأساسية ودرجة حرارة المعالجة ووقت المكوث وهندسة الأجزاء على نتائج اختبار الحريق، وما يحقق V-0 في التركيبة المختبرية للمورد قد يحتاج إلى ضبط دقيق لتحقيق نفس النتيجة في ظروف الإنتاج المحددة لديك.
مشكلات المعالجة الشائعة مع مثبطات اللهب Masterbatch وكيفية حلها
حتى منتجات الأصبغة الرئيسية المقاومة للهب المحددة جيدًا يمكن أن تسبب مشكلات في المعالجة إذا لم يتم التعامل معها أو تخزينها أو دمجها بشكل صحيح. فيما يلي المشكلات الأكثر شيوعًا والخطوات العملية لحل كل منها.
- سوء التوزيع والخطوط: تشير الخطوط المرئية أو التكتلات أو التوزيع غير المتساوي لمثبطات اللهب في الجزء النهائي إلى عدم كفاية الخلط في معدات المعالجة، أو عدم تطابق MFI كبير بين الأصبغة الرئيسية والراتنج الأساسي، أو عدم توافق الراتنج الحامل. إن زيادة الضغط الخلفي على آلة التشكيل بالحقن، باستخدام تصميم لولبي الخلط مع عناصر قص أعلى، أو تقليل سرعة الخط عند البثق، أو التبديل إلى خليط رئيسي مع راتنج حامل أقرب في MFI والتوافق الكيميائي مع البوليمر الأساسي هي الإجراءات التصحيحية الأساسية.
- التحلل وتغير اللون أثناء المعالجة: يشير الاصفرار أو اللون البني أو منتجات التحلل المرئية في المركب المعالج إلى أن درجة حرارة المعالجة تتجاوز حد الاستقرار الحراري لنظام مثبطات اللهب. قم بتقليل درجة حرارة الذوبان ودرجات حرارة منطقة البرميل، وتقليل وقت البقاء في البرميل عن طريق تقليل حجم الطلقة بالنسبة لسعة البرميل، والتحقق من أن مواصفات الاستقرار الحراري للخلطة الرئيسية تغطي نطاق درجة الحرارة الكامل لعمليتك بما في ذلك أي درجات حرارة ذروة عابرة أثناء بدء التشغيل أو التطهير.
- عيوب السطح المتعلقة بالرطوبة: تشير الخطوط الفضية أو علامات التباعد أو الفراغات السطحية في الأجزاء المصبوبة بالحقن باستخدام الأصبغة المنتفخة أو المعتمدة على بولي فوسفات الأمونيوم إلى امتصاص الرطوبة في كريات الأصبغة الرئيسية قبل المعالجة. يتم تجفيف الأصبغة الرئيسية مسبقًا عند درجة الحرارة والوقت الموصى بهما قبل الاستخدام - عادةً 80 درجة مئوية لمدة 2-4 ساعات لمعظم الأصبغة الرئيسية القائمة على البولي أوليفين - وتخزين الأكياس المفتوحة في حاويات محكمة الغلق ومقاومة للرطوبة لمنع إعادة الامتصاص.
- اللوحة الخارجية على أسطح القالب أو وجوه القالب: يمكن أن يؤدي تراكم الرواسب البيضاء أو الدهنية على أسطح القالب أو وجوه القالب أثناء عمليات الإنتاج الممتدة إلى هجرة مكونات مثبطات اللهب إلى سطح المصهور تحت القص. وهذا أكثر شيوعًا مع إضافات إستر الفوسفات السائل أو مثبطات اللهب المعدنية المغلفة بشكل غير كامل. إن التحول إلى الأصبغة الرئيسية باستخدام درجة FR مغلفة أو معالجة سطحيًا بدرجة أعلى، أو إضافة كمية صغيرة من المتوافق لتحسين تفاعل FR-polymer، أو تقليل درجة حرارة العفن هي أكثر الاستراتيجيات التصحيحية فعالية.
- نتائج اختبار الحريق غير متناسقة بين دفعات الإنتاج: ينتج الاختلاف من دفعة إلى دفعة في UL 94 أو أداء اختبار الحريق الآخر بشكل شائع عن عدم دقة الجرعات في نسبة التخفيض، أو الاختلاف في المحتوى النشط للأصبغة الرئيسية بين دفعات المورد، أو التغييرات في MFI الأساسي للراتنج أو الدرجة بين الدُفعات. تنفيذ التحكم في الجرعات الوزنية لإضافة الأصبغة الرئيسية، واطلب شهادة وثائق التحليل من مورد الأصبغة الرئيسية التي تؤكد محتوى FR النشط لكل دفعة إنتاج، وإنشاء بروتوكول روتيني لمراقبة الجودة الواردة يتضمن اختبار الحريق لمركب العينة بمعدل التخفيض القياسي لكل دفعة رئيسية جديدة تم استلامها.
ماستر مثبطات اللهب مقابل التركيب المباشر: عندما يكون كل نهج أكثر منطقية
إن الأصبغة الرئيسية المثبطة للهب ليست هي الطريقة الوحيدة لإنتاج مركبات البوليمر المثبطة للهب. يعد التركيب المباشر - حيث يتم خلط إضافات مثبطات اللهب الخام مباشرة في البوليمر على جهاز بثق مزدوج اللولب لإنتاج حبيبات FR مركبة بالكامل - بمثابة نهج بديل مفضل في سياقات إنتاج معينة. إن فهم المفاضلات الحقيقية بين النهجين يساعد الشركات المصنعة على اختيار الطريق الأكثر ملاءمة لمتطلباتها الخاصة من حيث الحجم والجودة والتشغيل.
يوفر التركيب المباشر العديد من المزايا لعمليات المنتج الفردي ذات الحجم الكبير. إنه يلغي تأثير تخفيف الراتنج الحامل للخليط الرئيسي، مما يسمح بتحكم أكثر دقة في تركيبة المركب النهائية وخصائص ميكانيكية أفضل. وعادةً ما يكون ذلك أكثر فعالية من حيث التكلفة لكل كيلوغرام من المركب النهائي على نطاقات الإنتاج الكبيرة لأنه يتم التخلص من هامش تصنيع الأصبغة الرئيسية. ويوفر مرونة أكبر في الصياغة لتخصيص المجموعات المضافة وأحجام الجسيمات ومستويات التحميل لتحسين الأداء لتطبيق معين. تتمثل القيود في أنها تتطلب استثمارًا رأسماليًا في معدات التركيب ثنائية اللولب، وتتضمن التعامل مع إضافات المسحوق الخام مع متطلبات إدارة الغبار والسلامة المرتبطة بها، وتنتج دفعات ثابتة كبيرة الحجم من تركيبة واحدة قد لا تناسب الشركات المصنعة التي تقوم بتشغيل متغيرات منتجات متعددة بكميات أصغر.
تُعد الأصبغة الرئيسية المقاومة للهب الخيار الأفضل للمعالجات التي لا تقوم بتشغيل خطوط التركيب الخاصة بها، والتي تحتاج إلى المرونة لإنتاج أنواع متعددة من المنتجات بمستويات مختلفة من مثبطات اللهب على نفس معدات المعالجة، أو التي تستخدم أحجام دفعات صغيرة نسبيًا، أو التي تكون عملية المعالجة الأساسية الخاصة بها هي قولبة الحقن أو بثق الأجزاء النهائية بدلاً من التركيب. تعد قدرة صيغة الأصبغة الرئيسية على تقديم أداء متسق ومؤهل مسبقًا لمثبطات اللهب من خلال إضافة حبيبات بسيطة دون معالجة المسحوق ميزة تشغيلية كبيرة في هذه السياقات، وعادةً ما تكون التكلفة الإضافية لكل كيلوغرام من المركب المعالج أكثر من مبررة من خلال التوفير في المعدات، وإدارة السلامة، والبنية التحتية لمراقبة الجودة التي تتطلبها عملية تركيب المسحوق المباشر.





")






بيانات المتصل
عنوان:رقم 166، طريق تشنغ قونغ، منطقة التنمية الاقتصادية، مقاطعة جياشان، مدينة جياشينغ، مقاطعة تشجيانغ
هاتف: +86-0573-89103923 / +86 182 6841 1181
بريد إلكتروني: ft1-sales@xusen.com
رابط سريع
منتج
مركز الأخبار